S laskavým svolením výrobce našich ráfků – Q2 Cycling, Vám představujeme výrobu ráfků krok za krokem.
Výroba karbonového prepregu:

Vše začíná nákupem japonského vlákna Toray T700

Na 196ti špulích je připraveno karbonové vlákno
Každé vlákno je přesně umístěné a 100% natažené

Používají se pouze originální vlákna Toray

Při pletení lze vytvořit i zajímavé vzory

Papír pro přenos patentované pryskyřice s bodem tání T.G vyšší jak 240°C

Pryskyřice se přenáši z papíru na karbonový prepreg

Stroj na výrobu prepregu. Horká pryskyřice se zalisuje do karbonového vlákna.

Finální karbonový prepreg nejvyšší kvality, připravený pro uskladnění

V konečné fázi se prepreg zmrazí pro uchování integrity. Každá role je zapečetěná v lednici se stálou teplotou a vlhkostí.
Formování ráfku:

Řezání prepregu na požadovanou velikost. Přesnost zajištují digitálně řízené automaty.

Při formování ráfku se používá patentované EPS jádro, které je po upečení ráfku odstraněno.

Vrstvení prepregu na jádro EPS.

Pracoviště pro přípravu ráfků.

Plášťové ráfky jsou prubířským kamenem kvality každého výrobce. Q2 používá 3D systém vrstvení vláken.

Automatické formování ráfku s plášťovou 3D patkou

Čištení formy před vložením ráfku.

Ráfek vložený do formy.

Forma se k lisům přenáší automaticky. Odpadá těžká manuální práce.

Lisovna

Každý ráfek se zváží a zkotroluje zda má na všech místech stejnou šířku.

Karbonový ráfek před koncovými úpravami.
Vrtání ráfku:
Dokončení ráfku, kontrola:

Ostranění EPS jádra a plastové vložky plášťového lůžka.
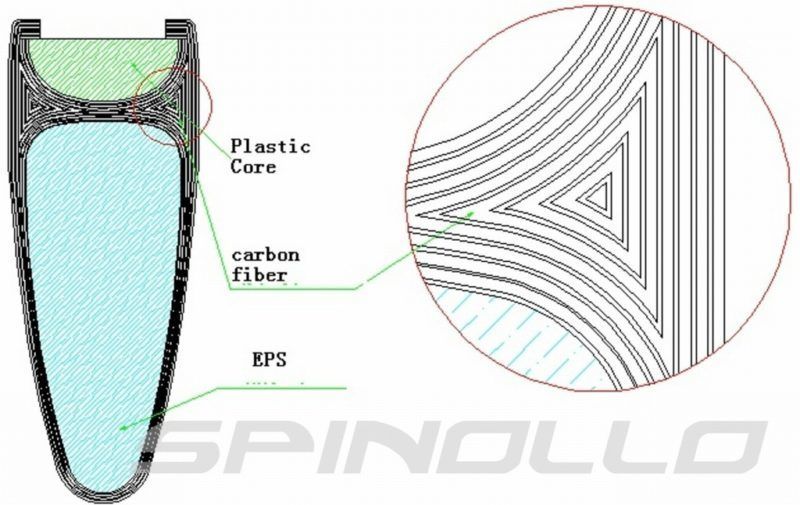
3D systém zajišťuje dokonalé napnutí karbonových vláken v patce ráfku. To zvyšuje pevnost bočnice při brždění.

Díry pro niple jsou vrtány se stranovým úhlem dle výpletu.

Ráfky s vyvrtanými děrami.

Kontrola počtu a rozměru děr pro niple.

Kontrola hloubky lůžka ráfku.

Kontrola symetrie patky ráfku.
Povrchová úprava ráfků:

Káždý ráfek musí mít dokonalý vzhled. Broušení pod vodou.

Další úpravy broušením.

Konečné jemné broušení pod vodou.

Ráfky se přesouvají do lakovny.

Automatická lakovací linka nastříká matný nebo lesklý lak.big-order

Každý ráfek musí být 100% rovný.

Pracoviště pro záznické polepy ráfků. S instruktážními videopanely.

Leštění ráfků a konečná kontrola vzhledu.
